Dynamic FEFO
The losses of fresh produce along the supply chain, due to premature spoilage, can be reduced by applying the Dynamic FEFO principle to the storage and transportation planning. Goods with the shortest remaining shelf life (First Expires) are taken out of the storage first (First out). This procedure is based on the precondition that the remaining quality or shelf life of each pallet or package unit can be estimated by an appropriate sensor system.
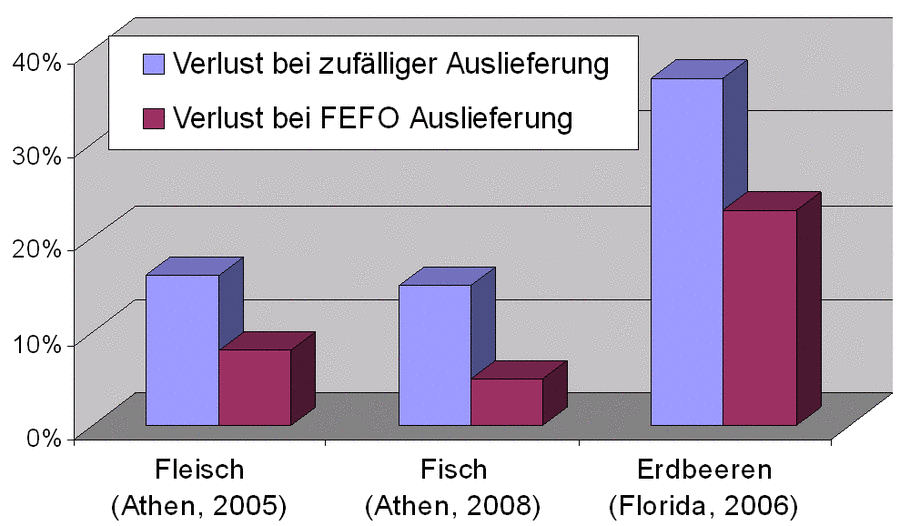
Several studies have shown that savings between 8% and 15% can be achieved for perishable goods by the FEFO approach compared with a standard warehouse planning based only on the receipt date (first in). The advantage of dynamic FEFO is that it takes changes of product quality into account. These changes can be caused by temperature variations during transport and storage. Quality losses are calculated based on the temperature history and on other measurable indicators such as changes in gas concentration (ethylene) and changes in the spectral color composition.
Through Dynamic FEFO the allocation of inventory to transport orders is optimized. The benefits of Dynamic FEFO are based on the fact that the variance / standard deviation of the quality is minimized. However, the mean of the quality cannot be improved in principle. But due to the lower scattering the share of goods with a quality below a critical threshold (red shaded area) decreases.

Relevance for the transportation practice
Foods are usually transported "chilled" or "deep frozen". In contrast to the frozen food transport, the shelf life of products in "Plus" transports above 0 °C, lies in the same range as the duration of the transport. Therefore, a careful transport planning must include the risk of a loss in quality.
Wholesalers in the food industry often have tight delivery commitments. A replacement must be provided quickly, if a loss of quality occurs. The costs of replacements are directly related to the available amount of time. A system that measures not only the temperature but also changes of the resulting product quality, allows detecting risks as early as possible. Necessary measures to minimize losses can be triggered automatically.
The evaluation of detailed sensor data for each unit of product is beyond the capabilities of a human operator. Potential risks may be overlooked or diagnosed too late. An autonomous monitoring prevents the operator from being flooded with redundant information. The monitoring system supplies only information about critical state changes of a transport unit, but the operator can retrieve the complete temperature history of a transport, when necessary.